
Points clés à retenir
L'indicateur de qualité OEE mesure le pourcentage de pièces conformes produites par rapport au nombre total de pièces mises en production, également appelé rendement de première passe. La norme mondiale est de 99,9 % .
La formule est un simple ratio : Qualité = Nombre de bons / Nombre total .
Il existe deux types de pertes de qualité : les rejets en cours de production (souvent dus à un problème de santé de la machine) et les rejets au démarrage (souvent dus à un problème de processus ou de configuration).
Une véritable solution ne se contente pas de suivre ces pertes ; elle utilise un système de gestion de la maintenance assistée par ordinateur (GMAO) intégré pour y remédier en déclenchant des actions de maintenance et en standardisant les procédures de configuration.
La qualité OEE mesure le rendement du premier passage. Elle répond à une question simple et directe : « Combien de pièces conformes avons-nous produites, sans retouche ? »
Pour de nombreuses entreprises, un certain niveau de rebuts est considéré comme un coût inhérent à leur activité. Mais il s'agit d'un coût caché considérable.
Paula, directrice des opérations, examine le compte de résultat mensuel. Elle constate un poste important intitulé « Coûts de rebut et de retouche » qui grève directement sa marge bénéficiaire. Parallèlement, Mike, son directeur d'usine, est exaspéré.
Son équipe est constamment pointée du doigt pour des problèmes de qualité, mais elle ne dispose pas des données nécessaires pour savoir si le problème vient de la machine, d'une mauvaise configuration ou des matières premières.
La formule de la qualité OEE est la plus simple des trois composantes de l'OEE.
La formule est un simple pourcentage : Qualité = Nombre de bons / Nombre total .
Nombre total : Le nombre total de pièces qui ont été mises en production et produites, y compris les pièces bonnes et les pièces défectueuses.
Nombre de pièces conformes : Le nombre de pièces qui ont satisfait aux normes de qualité dès le premier passage, sans aucune retouche nécessaire.
Imaginez un seul quart de travail où :
Nombre total de pièces produites = 300 pièces
Pièces rejetées = 15 pièces
Tout d'abord, calculez votre nombre de points positifs :
Nombre de pièces conformes = 300 - 15 = 285 pièces
Ensuite, calculez votre score de qualité :
Qualité = 285 / 300 = 95 %
Le premier type de perte de qualité est constitué par les rebuts en cours de production. Il s'agit de défauts qui surviennent pendant le déroulement normal et régulier de la production.
Ces défauts sont souvent dus à des problèmes liés à l'état de la machine : outillage usé, réglages incorrects qui dérivent avec le temps ou un composant qui commence à tomber en panne.
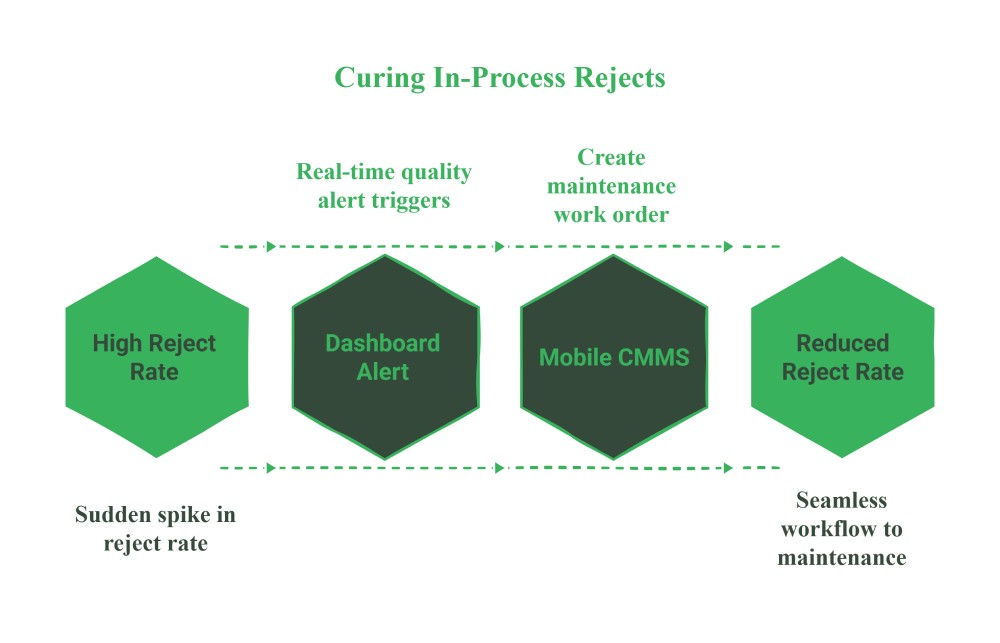
Un système OEE doté d'une interface opérateur simple sur tablette permet un diagnostic instantané. Vous pouvez observer une augmentation soudaine du taux de défauts dès son apparition, ce qui vous permet d'identifier précisément la machine, l'équipe et la production concernées.
Voici le flux de travail de Fabrico en action. Une augmentation du taux de défauts constitue un signal d'alarme pour la maintenance.
Grâce aux informations fournies par votre système OEE, Mike peut intervenir de manière ciblée dans la GMAO intégrée . Il peut consulter les données relatives aux défauts et créer immédiatement un ordre de travail pour l'inspection et l'étalonnage d'une machine .
Au fil du temps, il peut analyser l'historique pour identifier les baisses de qualité liées au retard d'une tâche de maintenance préventive, ce qui lui permet d'affiner sa stratégie. Le problème de qualité est ainsi directement lié à sa solution de maintenance.
Le deuxième type de perte de qualité concerne les rebuts de démarrage. Il s'agit des défauts et des gaspillages de matériaux qui surviennent au tout début d'une production, juste après un changement de format.
Ces défauts sont le plus souvent causés par un réglage incorrect ou incohérent de la machine.
Un système OEE qui suit le rendement par cycle de production peut facilement diagnostiquer que les 100 premières unités après chaque changement sur la machine n° 5 sont mises au rebut, un problème qui pourrait autrement passer inaperçu.
Il s'agit d'une défaillance de processus, et la solution consiste en un processus standardisé et reproductible.
La méthode la plus fiable pour résoudre ce problème consiste à utiliser votre système de gestion de la maintenance assistée par ordinateur (GMAO) pour joindre une liste de contrôle de changement de production numérique et une procédure opérationnelle standard (SOP) à l'ordre de travail.
Cela guide l'opérateur, Tom, tout au long de la procédure correcte à chaque fois, l'obligeant à confirmer les étapes et les paramètres clés.
Ce flux de travail simple élimine pratiquement les erreurs de configuration comme cause principale des rejets au démarrage.
Voici une observation stratégique souvent négligée par les entreprises : une chute brutale de la qualité est souvent un signe avant-coureur d'une panne. Une pièce légèrement hors spécifications est le symptôme d'une machine sur le point de tomber en panne.
Un système intégré TRS et GMAO permet de visualiser cette corrélation. Vous pouvez ainsi consulter l'historique d'une panne majeure et constater qu'elle a été précédée d'une baisse du score de qualité.
Cela transforme vos données de qualité en un puissant outil prédictif qui peut aider votre équipe de maintenance à prévenir les pertes de disponibilité catastrophiques.
Qu'est-ce qu'un bon score de qualité OEE ?
La norme du secteur pour une qualité « de classe mondiale » est de 99,9 % . Cela signifie qu'une seule pièce sur 1 000 est défectueuse. Un score moyen se situe généralement entre 95 et 98 %, mais chaque point de pourcentage gagné a un impact direct et significatif sur la rentabilité.
Quelle est la différence entre la qualité et le rendement de première passe (FPY) ?
Dans le contexte de l'OEE, ces deux indicateurs sont essentiellement identiques. L'indicateur de qualité OEE mesure le rendement du premier passage, c'est-à-dire le pourcentage de pièces fabriquées correctement dès la première fois, sans retouche.
Comment faire pour que les opérateurs déclarent correctement les déchets ?
Vous simplifiez le processus et l'intégrez à leur flux de travail habituel. Grâce à un système intuitif, signaler un défaut se fait d'un simple clic sur une tablette. Lorsque les opérateurs constatent que le signalement précis des rebuts permet d'effectuer des interventions de maintenance qui réparent la machine et facilitent leur travail, ils deviennent des partenaires actifs et engagés.
La mauvaise qualité n'est pas seulement un coût inhérent à l'activité ; c'est le symptôme d'un système défaillant. En diagnostiquant la cause profonde – qu'il s'agisse de l'état des machines ou d'incohérences dans les processus – et en appliquant la solution adéquate grâce à un système intégré, vous pouvez transformer un centre de coûts important en un atout concurrentiel majeur.
Prêt à découvrir le système intégré qui vous aide à diagnostiquer et à corriger les causes profondes de la mauvaise qualité ?
Réservez dès aujourd'hui une démonstration personnalisée de Fabrico.

















